Special Projects: Cavalier Cell
This was a challenging project. We were contacted by an overseas company that was struggling with a setup that did not do what they wanted. Specifically, they were looking for an H-cell in which they could consistently position their electrodes, and finding their setup cramped and messy. We took a look at their sketch and decided to accept the job, not really sure how to go about making this interesting configuration.
We were able to find some redrawn rectangular tubing very close to the size of their square requirement. This borosilicate material is not optical quality. The intention is to maximize surface area exposure while minimizing the amount of electrolyte.
The biggest challenge was transitioning between the rectangular tubing and the cylindrical tubing while maintaining alignment. This work is preformed in a glassblowing lathe and axial symmetry is the norm. Scroll down for some images of the setup in progress in the lathe.
Success! We were able to complete the cells per the emailed sketch. We took some images of the finished glassware, sent the pictures to the researchers, and packed the cells up for shipment.
The next morning an email was waiting for us. The cell designer was delighted to see his cell manifest, but distraught that he had omitted a port in his original sketch. He asked if we could make the modification, and sent along a revised drawing.
On the right, you can see that we were able to make this modification to his cell. A comparative look at the image above shows that another port has been added without disaster. On the right and below, find a few images of the work in progress;
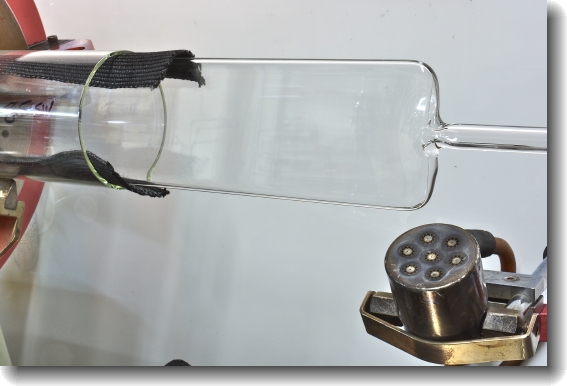
The rectangular tubing must be held and closed, in order to pressurize the inside. You see the redrawn tubing shimmed inside another section of cylindrical tubing in order to mount it in the lathe.
A small section of tubing is sealed on the end. This will provide support and a path to pressurize the inside. This pressure is provided by old fashion blowing (we're glassblowers... ;) )
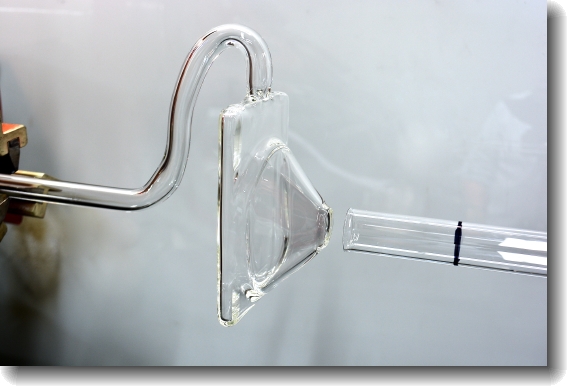
The small tubing is bent such that we can hold the rectangular portion in the correct orientation while the whole thing is turning, allowing us to blow out the correct configuration and make the remaining seals. This support portion is cut off after all the seals are completed.
Below, you can see the cell near completion. It has been kept hot throughout the lathe work. After annealing, it will be trimmed, firepolished, decaled with the frit porosity (salt bridge), and annealed again.
Again, we packed it up for shipment around the world, and were especially happy to have caught a problem before it left the shop. And happy about another satisfied client.
He writes...
"Hey Tom,
A short note to say how impressed we are at your enthusiasm, ability and execution. The glasswork we got from you was apparently "impossible" by other manufacturers, yet you created something both technically and artistically brilliant. Mind, blown.
Your input and cell has helped us scale our technology 1000 fold, from academic to commercial scale. We've had an exceptional experience with ACSG, and now look for excuses to engage you again."